Sponsored Content
Developers’ Guide to Plant-Based Product Steam Injection Processing
19 Sep 2024Many plant-based products parallel dairy-based products in certain ways, yet critical differences exist, making process know-how a must, advises MicroThermics, Inc. – the global leader in lab-scale UHT/HTST/Aseptic processors and pasteurizers for R&D.
From milks, to creamers, ice cream, shakes, puddings, and more, the list of plant-based alternatives to dairy continues to expand. Typically, both dairy products and their plant-based counterparts have a pH≥4.6 and are considered ‘low-acid’, and there are other similarities besides. However, critical differences between them require plant-based products to be processed differently.

In the interest of brevity, below is a summary of some of those critical differences.
- Standards of Identity
- Dairy product (milks, yogurts, ice cream, others) standards of identity specify ingredients and their concentrations.
- e.g., protein, fats, water, minerals, vitamins, etc.
- Plant-based products have no standards of identity
- Their ingredients come from a variety of sources and concentration.
- They contain a wider range of ingredients for equivalent products.
- Dairy product (milks, yogurts, ice cream, others) standards of identity specify ingredients and their concentrations.
- Incoming Bacterial Loads
- Plant-based products often have higher and less uniform bacterial loads than dairy.
- They often require more extreme thermal and physical conditions than dairy products to achieve the same level of assurance for sterility or shelf life.
- Physical Stability
- Plant-based ingredients (i.e., proteins) denature and burn more easily and less predictably than most dairy proteins.
- This is affected by their type (almond, soy, pea, etc.), concentration, and other ingredients.
- Plant-based ingredients (i.e., proteins) denature and burn more easily and less predictably than most dairy proteins.
Overall, plant-based products lack uniformity, require more extreme processing conditions, and contain unstable ingredients (e.g., proteins). They are actually very different from their dairy counterparts and even from each other. Thus, they must be treated as individual products (even within a category like oat milk) because each has its own unique formula and processing challenges.
Trends: Low-acid aseptic and ESL processing of plant-based beverages
Plant-based milks/drinks, shakes, ice cream, etc., are typically low-acid products. Generally, low-acid aseptic products require processing conditions of 137°-149°C (278°-300°F) and hold times ranging from 18 to 1 second. In our experience, dairy products are commonly processed at 139°-144°C (282°-292°F), but most are between 140°-144°C (284°-292°F). However, due to their higher and less uniform incoming bacterial loads, plant-based products must frequently be processed at more extreme temperatures of 144°-146°C (291°-295°F) or higher to achieve the required sterility assurance. Extended Shelf-Life (ESL) products also often require similar conditions to achieve their desired bacterial reduction and shelf-life.
Quality, such as flavor, texture, viscosity, color, smell, and even nutritional content, can all be affected at these elevated temperatures. The more extreme the thermal exposure, the more these are affected. One of the most troublesome reactions is protein denaturing and fouling on the hot walls of heat exchangers. This affects the product's ability to be manufactured and many other qualities. To address this, steam injection heating, with vacuum cooling, is used at higher temperature ranges instead of indirect heat exchangers.
In this process, steam is injected directly into the product to raise its temperature quickly. Vacuum cooling is then used directly after the hold tube. The vacuum cooler instantly cools the product and removes the steam that condenses into the product. This process style eliminates the high-temperature heated surfaces upon which proteins foul and dramatically reduces the time a product is at damaging temperatures compared to indirectly heated processes. Because of this processing method, we have a wide range of plant-based products in the market today.
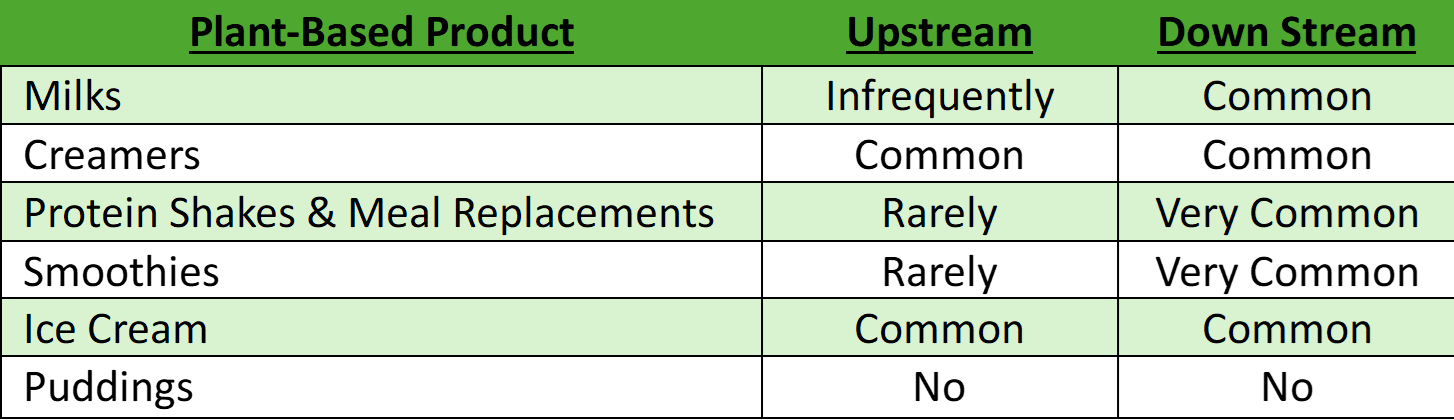
Trends in Homogenization
Homogenization also plays a key role in product quality. To create a stable emulsion of fats and oils, homogenizers are located ‘Upstream’, between 2 heating steps (i.e., between a regen and final heater). However, many stability issues in plant-based products are caused by proteins that denature in the heaters. This creates a gritty texture and layer of material on the bottom of containers. To address this, homogenizers are located ‘downstream’ between the vacuum cooler and indirect coolers. Plant-based beverages almost always have both issues. Therefore, homogenizers are most commonly located downstream.
Common Homogenization Locations: Plant-Based Low-Acid Aseptic and ESL Products
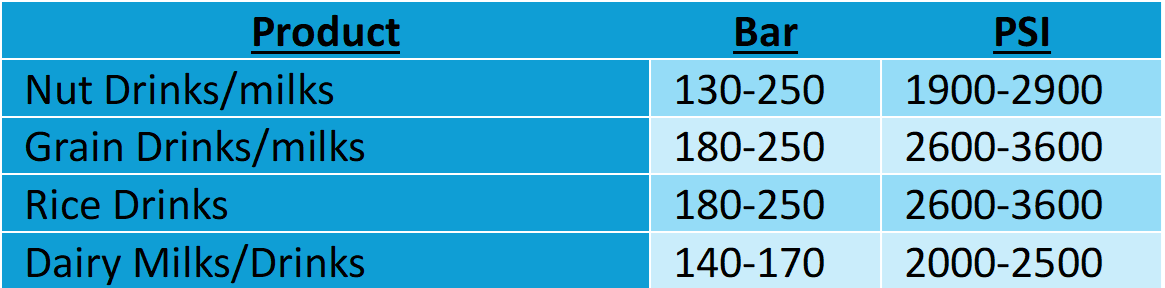
Plant-based beverages often contain unstable minerals and ‘solids’ such as pulp or fibers. Thus, to create stable emulsions, they frequently require higher homogenization pressures than similar dairy products. Below is a table of pressure ranges that we have often seen.
Common Homogenization Pressures for Plant and Dairy-Based Milks/Products
Plant-based beverages are exceptionally challenging to develop. The ability to process new formulations at accurate commercial conditions on a small scale is vital for R&D. Inaccurate processing in the lab guarantees that products will fail in production and will not have the identity needed to be successful in the market. MicroThermics, Inc. is the world leader in lab-scale UHT/HTST/Aseptic processors and pasteurizers for R&D. Contact us to learn more about our laboratory processors. We enable you to develop your products and make production-quality samples quickly and easily while reducing your long-term R&D costs.
This piece of content is provided by an advertiser or created on behalf of an advertiser. The views or opinions expressed in this piece of content do not reflect those of Informa.
Companies mentioned

Related categories
Related news

Rioja Nature Pharma obtains Friend of the Sea certification
1 Apr 2025
Rioja
Nature Pharma takes another step forward in its commitment to excellence and
the environment by obtaining Friend of the Sea certification for its Omega-3
EPA and Omega-3 DHA softgel fish oil food supplement manufacturing lines.

New high-CBD raw material brings opportunities for the nutraceuticals industry
26 Mar 2025
A new high-CBD raw material is available to the nutraceuticals industry. Bedrocan, an experienced cannabis cultivator, explains why non-hemp CBD of consistent content is an advantage.
Read more
Rioja Nature Pharma incorporates Sulphoraphan Smart, an innovative compound patented by Ingredalia, to its catalogue of ingredients.
25 Mar 2025
Sulforaphane is the active ingredient of broccoli that makes this vegetable a superfood, as it activates the cellular defence against inflammation and oxidation. However, its synthesis and absorption is not always correct, as it is degraded before reac...
Read more
Faster, higher, better – Unlock the Power of Mineral Salts in Sports Nutrition
20 Mar 2025
Calcium, Iron, Magnesium, and Zinc fuel athletes' energy and recovery. German manufacturer Dr. Paul Lohmann® provides high-quality Mineral Salts that support peak athletic performance.
Read more
Visit MÜNZING at VITAFOODS 2025 in Barcelona, Spain at booth 5H45
18 Mar 2025
Experience MÜNZING's high-performance MAGRABAR® defoamers at Vitafoods Europe 2025, taking place from 20 to 22 May in Barcelona, Spain. Visit us at booth 5H45 for live demonstrations of our food-grade antifoams and insights into our i...
Read more
FrieslandCampina Ingredients launches Nutri Whey™ ProHeat for the performance and active nutrition market
18 Mar 2025
[18 March 2025] – FrieslandCampina Ingredients, a global leader in proteins and prebiotics, announces the launch of Nutri Whey™ ProHeat – a heat-stable whey protein – to help brands in the performance and active nutrition market...
Read more
Trend alert: photoprotection supplements
18 Mar 2025
The photoprotection market is evolving. More and more consumers are looking for innovative solutions to complement traditional sunscreens, and this is where food supplements with active photoprotective ingredients are making a difference.
Read more
Experts recommended treatment for knee osteoarthritis
17 Mar 2025
Artroveron® Active+ is a complex that helps to repair cartilage and maintain healthy joint so you can continue with daily activities such as walking, climbing stairs, getting out of bed without pain. Artroveron consists of high dose glucosami...
Read more
Protein Powders with Improved Solubility
14 Mar 2025
The clear advantages of fluidized bed technology compared to the drying process of protein powder in the spray tower:- Faster and improved solubility of proteins compared to powders from the spray tower
- Targeted adjustment of the particle size, re...

PharmaLinea's product awarded for innovation in bone and joint health
11 Mar 2025